Pada artikel sebelumnya telah dibahas mengenai 3 jenis proses manufaktur yaitu additive manufacturing, transformative manufacturing, dan subtractive manufacturing. Pada artikel ini akan kita bahas jenis keempat dari proses manufaktur yaitu joining manufacturing.
Apa itu joining manufacturing? Joining manufaktur adalah proses manufaktur dengan cara menggabungkan dua atau lebih benda kerja baik material yang sama ataupun material yang berbeda menjadi satu bentuk produk yang diinginkan.
Macam-Macam Penggabungan dalam Joining Manufacturing
Adapun macam-macam penggabungan dalam joining manufacturing ini antara lain :
1. Penggabungan non permanent (Joining Manufacturing)
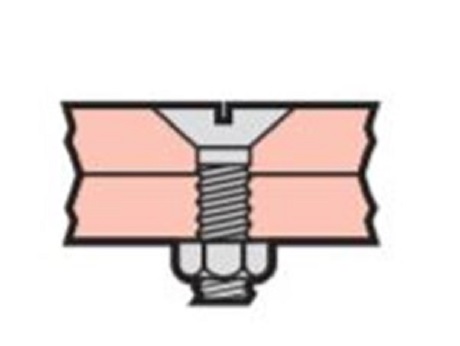
Gambar Joining Non-permanent (Foto: JC Gupta & Sons )
Pengabungan non permanent adalah proses joining manufaktur yang mana hasil dari proses penggabungan tersebut dapat dipisahkan kembali tanpa merusak material yang telah digabungkan sebelumnya. Berikut media yang digunakan dalam penggabungan non permanen :
- Bolt/ baut
- Screws/ mur.
Keuntungan dari sambungan non permanen adalah sebagai berikut:
- Pemasangan / konstruksi di lapangan lebih baik dan mudah.
- Konstruksi bangunan dapat dibongkar pasang
- Dapat diganti dengan mudah ketika salah satu benda yang disambung rusak
- Konstruksi baja memiliki sifat yang dapat bergerak ketika konstruksi mendapatkan gerakan seperti pemuaian susut baja akibat perubahan suhu
Kekurangan dari proses penggabungan non permanen:
- Tidak dapat diaplikasikan pada tekanan tinggi
- Sambungan tidak terlalu rapat sempurna
Berikut beberapa pembebanan pada bidang kerja baut
- Bidang sejajar/ pembebanan dalam
Gaya dan momen lentur pada pembebanan ini berada pada bagian dalam bidang sehingga gaya yang ditimbulkan hanya gaya geser
- Bidang kerja tegak lurus/ pembebanan luar
Pada pembebanan ini gaya atau momen lentur mengasilkan gaya yang tegak lurus dengan bidang sambungan sehingga menimbulkan gaya tarik pada bidang sambungan.
- Bidang kerja kombinasi
Gaya atau momen lentur pada pembebanan ini menghasilkan gaya sejajar dan tegak lurus dengn bidang sambungan sehingga gaya yang ditimbulkan pada komponen sambungan ini adalah gaya kombinasi gaya geser dan gaya tarik.
Mekanisme Tipe Sambungan
Adapun mekanisme tipe sambungan sebagai berikut:
- Tipe tumpu
Tipe tumpu ini merupakan jenis sambungan dengan media baut yang dikencangkan dengan tangan atau baut mutu yang dikencangkan dengan tujuan untuk menimbulkan gaya tarik minimum yang diisyaratkan, yang kuat rencananya ditimbulkan oleh gaya geser pada baut dan tumpuan pada bagian yang disambung.
- Tipe friksi
Tipe friksi adalah tipe sambungan yang dibuat menggunakan baut mutu tinggi yang dikencangkan dengan tujuan untuk menghasilkan tarikan baut minimum sehingga gaya geser disalurkan melalui jepitan yang bekerja dalam kontak dan gesekan diantara bidang kontak
2. Penggabungan permanen (Joining Manufacturing)
Penggabungan permanen adalah proses joining manufaktur yang tidak dapat dipisahkan kembali, adapun jika dipisahkan akan mengalami kerusakan pada material kerja yang sebelumnya digabungkan.
Macam-macam media penggabungan permanen
Berikut media penggabungan permanen, diantaranya:
- Welding / las
Adapun jenis jenis las antara lain :
1). Las listrik
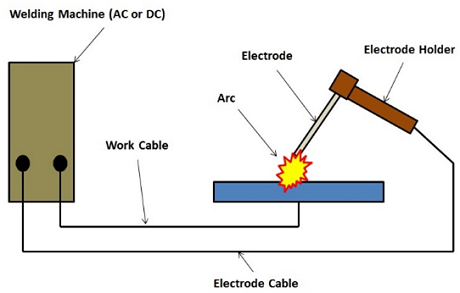
Gambar contoh las listrik (Foto: the process piping )
Pengelasan adalah keterampilan yang digunakan di banyak industri, mulai dari perawatan otomotif hingga manufaktur dan konstruksi. Pengelasan listrik bekerja ketika busur listrik dibuat dari panas yang intens. Busur ini terbentuk antara benda kerja dan elektroda, yang bisa berupa batang atau kawat yang ada di sepanjang sambungan yang menghubungkan keduanya.
Busur yang dibuat berfungsi untuk melelehkan logam dasar dan logam pengisi, yang menggabungkannya menjadi satu bahan. Logam pengisi akan dikonsumsi selama proses. Sirkuit pengelasan dibuat, yang merupakan jalur yang dilalui keluaran pengelasan – terdiri dari elektroda, kabel atau kabel kerja, sumber daya, dan busur listrik.
Perlu Sobat Logam Ceper ketahui, bahwa elektroda yang digunakan selama proses dapat habis pakai atau tidak habis pakai, tergantung pada metode mana yang digunakan. Elektroda habis pakai akan menjadi bagian dari ikatan las, bertindak sebagai bahan pengisi. Elektroda yang tidak dapat dikonsumsi tetap tidak terpengaruh, karena batang las atau kawat terpisah berfungsi sebagai bahan pengisi.
2). Las asetilin
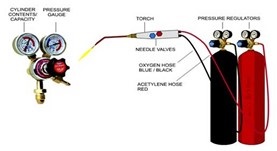
Gambar contoh las asetilin (Foto: acetylene gas plant)
Las oxy-acetylene adalah proses yang bergantung pada pembakaran oksigen dan bahan bakar gas, biasanya asetilena. Sobat mungkin mendengar jenis pengelasan ini disebut sebagai “pengelasan gas”. Pengelasan oxy-acetylene adalah proses pengelasan yang fleksibel. Pengelasan oxy acetylene menggunakan panas tinggi, suhu tinggi yang dihasilkan dengan membakar bahan bakar gas (paling sering asetilena) dicampur dengan oksigen murni. Bahan dasar dilebur dengan batang pengisi menggunakan nyala api dari kombinasi gas oxy fuel melalui ujung obor las (biasa disebut las obor oxy acetylene).
Gas bahan bakar dan gas oksigen disimpan dalam silinder baja bertekanan. Regulator dalam silinder mengurangi tekanan gas.
Gas mengalir melalui selang fleksibel, dengan tukang las mengontrol aliran melalui obor. Batang pengisi kemudian dilebur dengan bahan dasar. Namun, peleburan dua potong logam juga dimungkinkan tanpa memerlukan batang pengisi.
Peralatan dasar las oxy-fuel meliputi:
- Silinder: Silinder bertekanan baja mengandung oksigen dan bahan bakar gas.
- Regulator: Aliran gas perlu dikontrol. Regulator mengambil tekanan tinggi dan menguranginya menjadi tekanan kerja yang lebih rendah.
- Selang: Selang tidak berpori digunakan untuk memindahkan oksigen dan bahan bakar gas ke obor. Untuk mencegah kesalahan pemasangan atau penyetelan selang yang salah, selang oksigen biasanya berwarna hijau dan selang bahan bakar gas biasanya berwarna merah.
- Perlengkapan selang: Selang siam adalah satu bagian dengan selang yang telah dicetak menjadi satu. Selang juga bisa direkatkan menjadi satu. Selang oksigen memiliki fiting ulir kanan. Selang bahan bakar gas memiliki fitting ulir kiri. Sambungan selang tidak boleh bocor setelah dikencangkan. Penahan lampu kilat yang dipasang di regulator dan dipasang di obor harus digunakan pada selang oksigen dan selang bahan bakar. Flash arrestor yang dipasang di regulator menghentikan flashback dan backfire memasuki selang dan, berpotensi, silinder.
- Katup pengaman: Katup pengaman menjaga aliran gas dalam satu arah, mencegah gas mengalir kembali ke saluran atau silinder yang salah. Mereka juga mengurangi kemungkinan kilas balik.
- Obor: Obor dapat bervariasi dalam desain, tetapi semuanya dibuat untuk memberikan kendali penuh atas nyala api.
- Tip: Karena tidak ada sistem standar industri untuk mengidentifikasi ukuran tip, tukang las perlu menguasai berbagai ukuran tip. Ukuran tip sebanding dengan ukuran bor bernomor. Ada beberapa set obor di mana setiap ujungnya memiliki ruang pencampurannya sendiri.
3). Las TIG ( Tungsten Inert Gas )
Gambar contoh las TIG (Foto: TWI)
Dalam proses pengelasan TIG busur terbentuk antara elektroda tungsten runcing dan benda kerja dalam suasana inert argon atau helium. Busur intens kecil yang disediakan oleh elektroda runcing sangat ideal untuk pengelasan presisi dan kualitas tinggi. Karena elektroda tidak dikonsumsi selama pengelasan, tukang las TIG tidak harus menyeimbangkan input panas dari busur karena logam diendapkan dari elektroda peleburan. Ketika logam pengisi diperlukan, itu harus ditambahkan secara terpisah ke weldpool.
4). MIG welding ( Metal Innert Gas )
Gambar contoh MIG welding (Foto: TWI)
Pengelasan MIG/MAG adalah teknik serbaguna yang cocok untuk komponen lembaran tipis dan bagian tebal. Busur dipukul antara ujung elektroda kawat dan benda kerja, melelehkan keduanya untuk membentuk kolam las. Kawat berfungsi sebagai sumber panas (melalui busur di ujung kawat) dan logam pengisi untuk sambungan las. Kawat diumpankan melalui tabung kontak tembaga (ujung kontak) yang mengalirkan arus las ke dalam kawat.
Kolam las dilindungi dari atmosfer sekitarnya dengan gas pelindung yang diumpankan melalui nosel yang mengelilingi kawat. Pemilihan gas pelindung tergantung pada bahan yang dilas dan aplikasinya. Kawat diumpankan dari gulungan dengan penggerak motor, dan tukang las menggerakkan obor las di sepanjang garis sambungan. Kabel mungkin padat (kabel ditarik sederhana), atau berinti (komposit yang dibentuk dari selubung logam dengan fluks bubuk atau isian logam). Bahan habis pakai umumnya memiliki harga bersaing dibandingkan dengan proses lainnya. Proses ini menawarkan produktivitas yang tinggi, karena kawat terus diumpankan.
Brazing / patri
Patri atau brazing adalah metode untuk menggabungkan dua logam serupa ataupun berbeda menggunakan metode khusus yan dinamakan “spelters”. Spelters dibedakan menjadi dua jenis yaitu:
- Tembaga dan paduan dasar tembaga
- Perak dan paduan dasar perak
Adapun metode dari brazing atau patri adalah sebagai berikut:
1). Sendi pantat
Gambar contoh sendi pantat (Foto: pengelaan.net)
Pada sendi ini, dua logam berada pada posisi head-to-head kemudian di patri dan akan menghasilkan sambungan Butt.
2). Sendi lap
Gambar contoh sendi lap (Foto: pengelaan.net)
Sambungan lap atau disebut juga sambungan pangkuan memiliki permukaan yang luas pada permukaan sambungan karena disambungkan secara tumpang tindih.
3). Sendi butt- lap
Sambungan ini merupakan gabungan dari sambungan pantat dan lap. Metode ini memiliki keuntungan yang lebih besar karena merupakan paduan dari dua metode.
Soldering / solder
Solder adalah metode penggabungan logam tipis dengan menggunakan logam yang berbeda atau paduan dengan mengguakan panas.
Solder lebih sering digunakan pada lembaran logam rendah bisanya pemanasan solder bisa mencapai 350°C. Proses solder ini biasanya diaplikasikan pada pekerjaan listrik atau elektronik lainnya.
Ada beberapa macam proes soldering yaitu :
1. Soldering lunak
Penyolderan lunak (90 °C – 450 °C) – Proses ini memiliki titik leleh logam pengisi terendah dari semua jenis penyolderan pada suhu kurang dari sekitar 400 °C. Logam pengisi ini biasanya paduan, seringkali mengandung timbal dengan suhu likuidus di bawah 350 °C . Karena suhu rendah yang digunakan dalam penyolderan lunak, ini paling tidak menekan komponen secara termal tetapi tidak membuat sambungan yang kuat dan oleh karena itu tidak cocok untuk aplikasi penahan beban mekanis. Ini juga tidak cocok untuk penggunaan suhu tinggi karena solder jenis ini kehilangan kekuatan dan meleleh
2. Solder perak
Solder keras (perak) (>450 °C) – Kuningan atau perak adalah logam pengikat yang digunakan dalam proses ini, dan membutuhkan obor las untuk mencapai suhu di mana logam solder.
3. Penggabungan semi permanen / mekanikal
- Rivet
- kelling
4. Adhesive bounding (Joining Manufacturing)
( aeroengineering )
Adhesive Bonding adalah proses penyatuan dua permukaan, biasanya dengan menciptakan ikatan yang halus. Proses ini melibatkan penggunaan lem, epoksi, atau salah satu dari berbagai bahan plastik yang mengikat baik melalui pengikatan pelarut atau melalui pengawetan melalui panas, waktu, atau tekanan. hasil dari proses ini tidak membuat ikatan metalurgi seperti pada proes patri dan solder meskipun dipanaskan tetapi tidak sampai mencairkan material kerja.
Ada banyak jenis adhesive bonding untuk berbagai aplikasi:
Berdasarkan bahan kimianya:
- epoksi
- poliuretan
- polimida
Dilihat berdasarkan bentuknya:
- pasta
- cairan
- pellet
- pita
- film
Dilihat berdasarkan jenisnya:
- lelehan panas
- reaktif lelehan panas
- termoseting
- sensitif tekanan
- kontak
Berdasarkan jenisnya:
- lelehan panas
- reaktif lelehan panas
- termoseting
- sensitif tekanan
- kontak
Kesimpulan
Joining manufacturing adalah proses manufaktur dengan menggabungkan dua atau lebih benda kerja menjadi satu bentuk produk yang diinginkan. Terdapat 4 jenis joining manufacturing, diantaranya penggabungan non permanent (memisahkan tanpa merusak material), penggabungan permanen (tidak dapat dipisahkan), penggabungan semi permanen / mekanikal, serta penggabungan adhesive bounding (menyatukan dua permukaan).
Referensi:
Mesin Manufaktur. (2022). Klaten
Penulis:
Alfina Indah Rahmawati
BACA JUGA:
{kind=link}
Leave a Reply