Hallo Sobat Logam Ceper, pada minggu lalu telah kita bahas terkait dengan apa itu Transformative Manufacturing. Pada kesempatan kali ini akan kita bahas lanjutan dari Transformative Manufacturing, yaitu Sheet Metal Manufacturing.
Pengertian Sheet Metal Manufacturing
Sobat Logam Ceper, sheet metal merupakan salah satu jenis proses transformative manufaktur yang mana proses ini merubah bentuk benda kerja dengan melibatkan pemotongan dan penekukan, sehingga menjadi bentuk produk sesuai dengan yang diinginkan. Nah, sheet metal sendiri biasanya menggunakan bahan baku berupa lembaran plat logam dengan ketentuan: ketebalan antara 0,4 mm sampai dengan 6 mm.


Gambar Sheet metal manufacturing (Foto: synectic.net)
Gambar Sheet metal manufacturing (Foto: Amfabsheetmetal)
Jenis-jenis Proses Sheet Metal Manufacturing
Adapun jenis proses sheet metal berdasar pengerjaannya dibagi menjadi tiga jenis yaitu:
1. Bending
Bending atau penekukan didefinisikan sebagai proses meregangkan logam pada sekitar sumbu lurus. Nah, prinsip kerja dari bending ini dapat dilakukan dengan cara mendeformasi plat logam atau benda kerjanya secara plastis. Sehingga tekukan ini bersifat permanen walaupun beban yang dipakai sudah dilepas. Perlakuan bending ini dapat menimbulkan sedikit atau tidak ada perubahan sama sekali pada ketebalan lembaran plat logam.
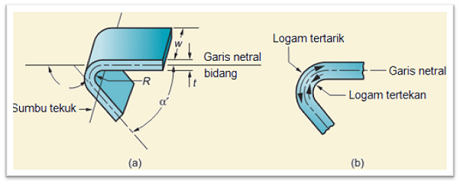
Gambar proses bending
Kelebihan dari proses bending:
- Proses lebih cepat dibanding pengecoran
- Biaya produksi rendah dan efektif untuk skala produksi kecil hingga sedang.
- Sedikit bahan yang terbuang
- Tenaga kerja yang dibutuhkan sedikit
- Proses pengerjaan tidak terlalu banyak
Kekurangan dari proses bending:
- Memerlukan operator yang memiliki pengalaman
- Proses produksi rendah
- Tidak dapat memproduksi produk dengan model yang kompleks
- Adanya efek springback sehingga dapat mempengaruhi ke presisian produk.
Macam-macam Proses Bending
Berdasarkan jenis dari penekukannya proses bending dapat dikategorikan menjadi :
1) V Bending
Proses V bending ini dilakukan dengan menggunakan alat V-die dan punch
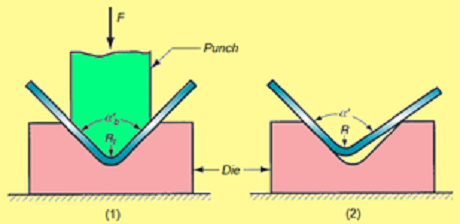
Gambar V Bending
V bending dilakukan dengan cara meletakan lembaran logam diantara punch yang berbrntuk V dan kemudian ditekuk. Proses V bending ini dapat mengerjakan penekukan mulai dari sudut yang sangat tumpul hingga sangat tajam, namun proses ini hanya dapat dilakukan untun produksi rendah
2) Edge bending
Proses Edge bending ini menggunakan wipping die. Pembebanan kantilever atau pembebanan satu sisi pada lembaran logam digunakan pada proses ini.

Gambar Edge bending
Berdasarkan pada gambar Edge bending ini terbatas pada sudut 90° atau kurang, sangat sulit dan rumit untuk dapat melakukan penekukan lebih dari 90°.
Faktor Pengaruh Proses Penekukan
Adapun faktor-faktor yang mempengaruhi proses penekukan :
- Band Allowance
Band allowance merupakan luasan yang dibutuhkan untuk area peregangan, band allowance sangat berpengaruh pada hasil logam yang ditekuk sehingga harus sangat diperhatikan.
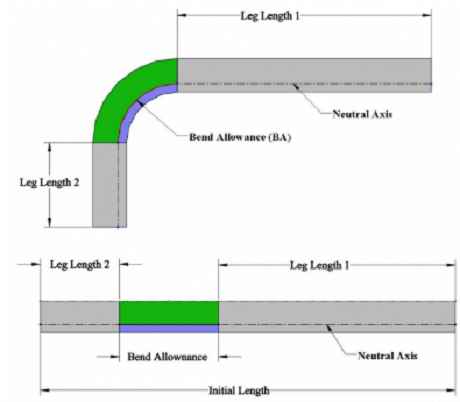
Gambar Band Allowance (Foto: ADH Machine tool)
Spring Back
Spring back adalah sifat elastic recovery, dimana logam yang telah dibengkokan dengan sudut yang ditentukan akan ada sedikit bagian logam yang kembali ke posisi awal setelah pembebanan dilepas sehingga sudut yang dicapai kurang dari yang ditetapkan.
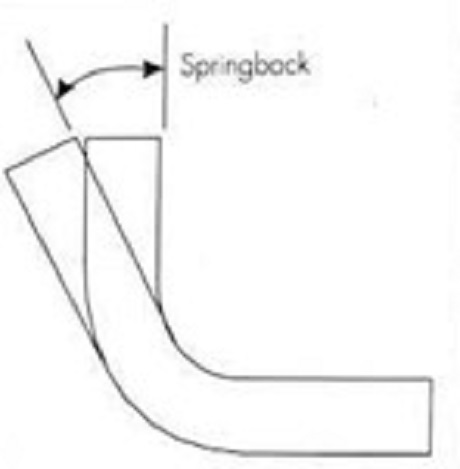
Gambar springback (Foto: Polman Bandung)
Untuk mengatasi kejadian atau sifat spring back ini ada dua jenis yaitu overbending dan bottoming. Overbending yaitu melebihkan sudut penekukan dari yang ditargetkan sehingga hasil akhir akan mencapai sudut yang ditargetkan. Adapun bottoming adalah penekanan pada benda kerja saat mencapai sudut yang ditentukan sehingga bagian sudut benda kerja terdeformasi plastis.
- Bending Force
Bending force adalah gaya yang diperlukan untuk pembentukan benda kerja, bending force ini tergantung pada kekuatan punch, die, ketebalan dan kekuatan lembaran logam yang akan ditekuk.
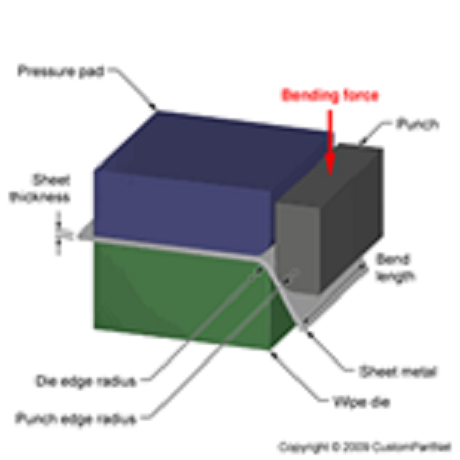
Gambar Bending Force (Foto: custom part net)
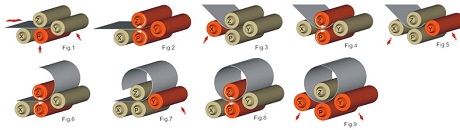
3) Roll Bending
Roll bending adalah proses pembentukan logam dengan menggunakan tiga atau empat pipa yang berputar (roll) yang kemudian lembar logam dimasukan dan menggulung hingga dimensi lengkung yang ditargetkan tercapai.
2. Shearing
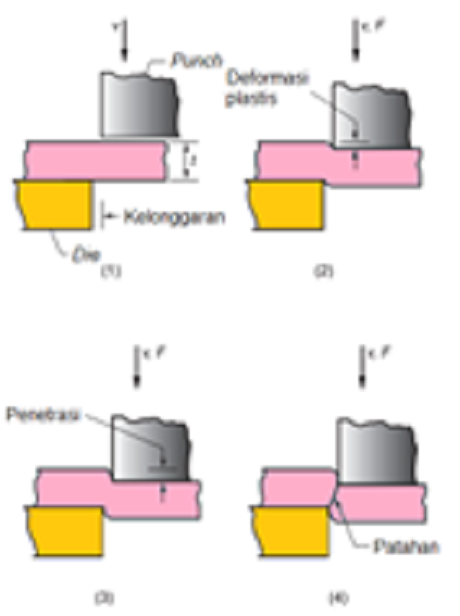
Gambar Shearing
Shearing merupakan salah satu jenis proses sheet metal yang disebut juga die cutting, yaitu proses pemotongan dengan gaya “shear” atau geser tanpa adanya pembentukan chip atau tanpa adanya proses pemanasan dan proses pelelehan pada logam. Proses ini dilakukan dengan cara menekan kedua sisi tajam ke arah lembaran logam. Material yang bisa dikerjakan dengan proses ini bukan hanya metal, bisa juga material plastik dan juga kertas.
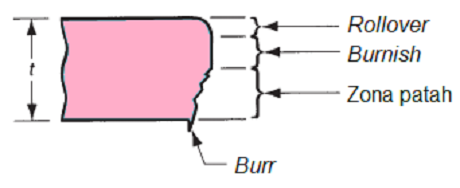
Gambar diatas merupakan gambar hasil pemotongan Shearing, dimana bagian paling atas dinamakn rollover dan dibawah nya merupakan bagian yang relative mulus dinamakan burnish. Sedangkan bagian yang relative kasar dibawah burnish adalah zona patah. Sedangkan burr adalah bagian tajam yang diakibatkan pemanjangan logam pada tahap akhir proses pemotongan.
Jenis-jenis Pemotongan Shearing
Adapun jenis jenis pemotongan dari proses shearing adalah sebagai berkut:
- Nibbling
Nibbling adalah proses pembuatan lubang pada bagian plat logam untuk proses pemotongan di sepanjang bagian dalam plat logam

- Lancing
Lancing adalah proses pemotongan pada plat logam tanpa ada bagian material yang terbuang, dan kemudian dibentuk bagian di atas plat logam, contoh produk lancing seperti ventilasi.

- Slitting
Slitting adalah proses memotong bagian dalam plat logam dengan lurus.

- Parting
Parting adalah proses pembagian plat logam

- Cutoff
Cutoff adalah pemotongan dengan tujuan scrap cutting atau separrating

- Trimming
Trimming adalah proses pemotongan bagian sirip yang akan dibuang pada produk.

- Shaving
Shaving adalah proses pembuangan bagian yang tersisa pada proses shearing menggunakan alat yang lebih kecil, agar hasil lebih presisi.
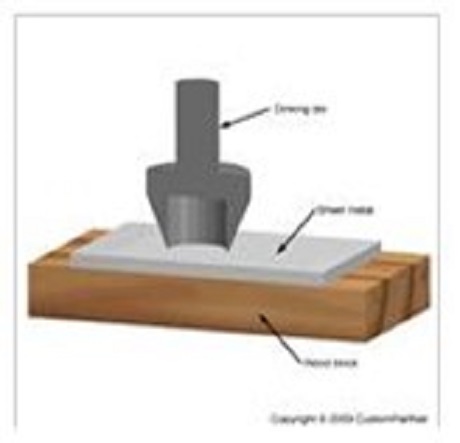
- Dinking
Dinking adalah proses melubangi plat logam dengan hollow punch, dengan di dasari plat logam lunak atau kayu.
- Piercing
Piercing adalah proses melubangi lembar logam dengan punch silinder.

- Perforating
Perforating adalah proses melubangi lembar logam dengan banyak punch dalam sekali proses.

- Notching
Notching adalah proses pemotongan bagian tepi lembar logam kemudian dibentuk.

- Slotting
Slotting adalah proses melubangi lembar logam dengan bentuk persegi.

3. Deep Drawing
Deep drawing adalah sebuah proses dengan cara menekan lembar logam secara radial dengan die yang telah ditetapkan sehingga terdeformasi secara plastis dan menghasikan produk berbentuk cangkir atau kotak bahkan bentuk melengkung dan cekung yang rumit.
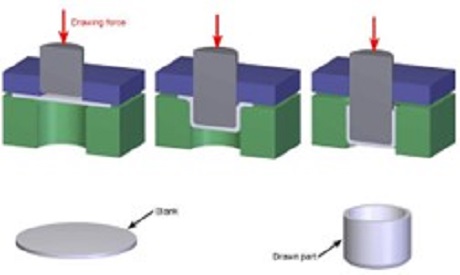
Gambar deep drawing (Foto: Teknik Mesin Manufaktur)
Deep drawing sangat efektif dengan logam yang memiliki sifat ulet seperti tembaga, baja ringan, kuningan, dan aluminium. Salah satu contoh produk deep drawing baja adalah tangki bahan bakar dan bodi otomotif, bak cuci piring, serta panci dan wajan.
Kelebihan Deep Drawing
Deep drawing memiliki beberapa Kelebihan yaitu sebagai berikut:
- Proses pengerjaan relatif sangat cepat.
- Minim proses perakitan.
- Tidak ada sambungan (seamless).
- Dapat membentuk geometri yang rumit atau kompleks.
- Produk hasil deep drawing tergolong sangat kuat.
- dapat mengerjakan. material ferritic dan non-ferritic.
Kekurangan Deep Drawing
Adapun Kelemahan proses deep drawing antara lain sebagai berikut:
- Hanya efektif untuk jumlah produksi besar
- Diperlukan banyak pengalaman dalam pengerjaaan.
- Kualitas produk harus terjamin agar mendapatkan produk unggulan
- Die yang digunakan relatif mahal.
Kesimpulan
Sheet metal merupakan salah satu jenis proses dari transformative manufaktur yang merubah bentuk dengan melibatkan pemotongan dan penekukan. Terdapat 3 jenis proses dari sheet metal manufacturing diantaranya, Bending yaitu proses meregangkan logam pada sekitar sumbu lurus, Shearing yaitu proses pemotongan dengan gaya tanpa adanya pembentukan chip atau tanpa adanya proses pemanasan dan proses pelelehan pada logam, serta Deep Drawing yaitu roses dengan cara menekan lembar logam secara radial .
Referensi:
Mesin Manufaktur. (2022). Klaten
Penulis:
Alfina Indah Rahmawati
BACA JUGA:
{kind=link}
Leave a Reply