Sobat logam Ceper tahu gak sih apa itu Gating system? Gating system ini sering dipakai pada industri pengecoran lho. Biar lebih jelas simak lebih lanjut ya.
Gating system adalah suatu rancangan yang dibuat untuk memasukan cairan logam ke dalam cetakan. Gating system ini dirancang dengan baik agar dapat meningkatkan kualitas dari benda cor dengan mencapai yield produksi pengecoran yang tinggi. Selain untuk memasukkan cairan logam, gating system juga berfungsi untuk memberikan suplai cairan logam ketika penuangan telah berhenti, yaitu dengan membuat rancangan penambah atau riser.
Elemen Gating System
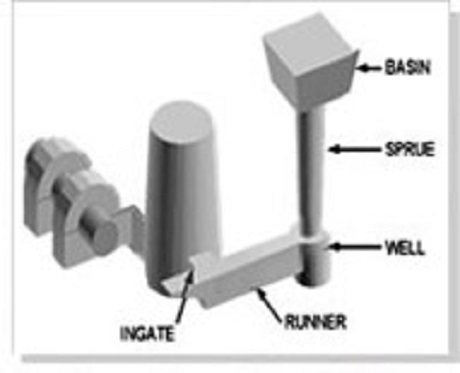
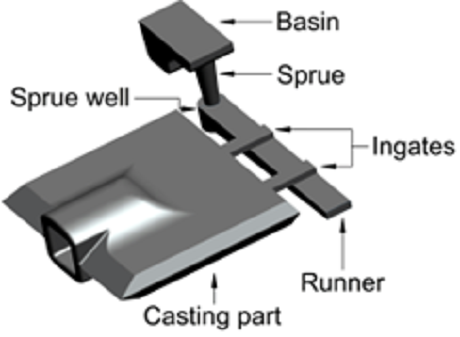
Komponen utama elemen gating sistem meliputi cawan tuang, sprue, sprue base, runner dan in-gate. Gating sistem dapat diklasifikasikan berdasarkan posisi bidang pemisah dan juga berdasarkan posisi ingate sebagai berikut :
- Sprue. Adalah penampang melingkar yang meminimalkan turbulensi dan kehilangan panas dan luasnya dihitung dari permukaan gating dan rasio gating. Idealnya harus besar di atas dan kecil di bawah.
- Sprue Well. Dirancang untuk mengurangi jatuh bebas logam cair dengan mengarahkannya ke sudut kiri ke arah runner. Sprue well membantu dalam mengurangi turbulensi dan oksidasi udara. Idealnya harus berbentuk silinder dengan diameter dua kali lipat dari sprue dan kedalaman dua kali runner.
- Runner. Fungsi utamanya adalah memperlambat logam cair yang terlalu deras saat jatuh bebas dari sprue well ke ingate. Penampang runner harus lebih besar dari sprue. Runner juga harus bisa terisi penuh sebelum mengirimkan logam masuk ke dalam ingate. Jika lebih dari satu ingate, disarankan agar luas penampang runner harus diturunkan setiap sambungan ingate untuk memastikan kelancaran aliran.
- Ingate. Berfungsi mengarahkan logam cair dari gating sistem ke rongga cetakan. Direkomendasikan agar ingate dirancang untuk mengurangi kecepatan aliran logam. Ingate harus mudah untuk dipotong, tidak boleh mengarah ke hot spot dan aliran logam cair dari ingate harus sebanding dengan volume daerah pengecoran.
Desain Gating Sistem
Gating sistem dirancang untuk mengisi cetakan dalam waktu yang ditentukan untuk menjaga aliran logam cair yang konstan di dalam saluran untuk mencapai laju aliran yang terkontrol.
- Sistem Horizontal: cocok untuk pengecoran datar yang diisi di bawah gravitasi dan umumnya digunakan dalam pengecoran cetakan pasir, dan gravity die casting logam non-ferro.
- Sistem Vertical: cocok untuk pengecoran tinggi dan digunakan dalam cetakan pasir dan high pressure shell molding dan proses die casting.
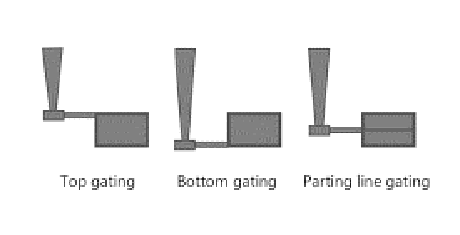
- Sistem Gating Atas: dimana logam cair masuk di bagian atas benda cor membuat pemadatan teratur dari bawah ke atas pengecoran.
- Sistem Gating Bawah: dimana logam cair masuk dari bawah dan mengisi cetakan dengan perlahan hingga memenuhi rongga cetakan.
- Sistem In Gate Tengah: menggabungkan fitur sistem atas dan bawah.
Jumlah dan posisi ingate sangat penting dalam merancang gating system, dan mempunyai fungsi serta dampak yang ditimbulkan.
Analisa Lokasi Gating System
- In Gate Samping. Ketika penambah samping digunakan, dapat meningkatkan efisiensi produksi, karena akan mengurangi proses pengerjaan fettling yang terlalu banyak pengerjaan.
- Bagian Tebal. Hal ini memungkinkan logam cair mengalir ke bagian lain dengan pendinginan minimal (lebih tipis) dan mengurangi cacat selama proses pendinginan.
- Clear Path. Dalam kasus pengecoran pasir, sangat penting untuk cairan logam mengalir dengan tanpa penghalang atau perubahan arah yang terlalu banyak untuk mengurangi turbulensi. Dalam hal ini, saluran masuk (ingate) tidak boleh ditempatkan berlawanan dengan inti.
- Low Free Fall. Pada low free fall ingate terletak di mana logam cair jatuh bebas dalam rongga cetakan rendah sehingga meminimalkan oksidasi dan erosi pada titik tumbukan.
Penting juga untuk menggunakan jumlah ingate yang memadai untuk memastikan bahwa jarak aliran antara ingate dan produk cor selalu lebih kecil dari jarak maksimal fluiditas. Biasanya sprue mengarahkan aliran logam dari cawan tuang ke runner kemudian ingate.
Faktor-Faktor yang Mempengaruhi Letak Sprue
- Jarak Aliran: harus diminimalisir untuk meningkatkan yield produksi dan mengurangi heat loss pada caciran logam sehingga tidat terjadi cacat pada benda cor.
- Konsentrasi Panas: hindari area hot spot atau titik panas untuk mencegah terjadinya cacat pada benda cor.
- Tata Letak Cetakan: layout pada cetakan harus diperhitungkan ketika membuat lebih dari satu benda cor dalam satu cetakan, agar memberikan suplai cairan yang maksimal.
- Hick Section: memungkinkan logam cair mengalir ke bagian lain dengan pendinginan minimal yang mengurangi kerusakan selama proses fettling ingates.
Waktu Pengisian Optimal (Fill Time)
Waktu pengisian sangat penting dalam pengecoran karena menentukan kualitas akhir produk. Pengisian yang lambat hilangnya panas pada cairan logam dan menyebabkan cacat pengisian yang dapat menyebabkan inklusi padat dan gas. Waktu pengisian yang ideal sangat diperlukan dalam penuangan cairan logam adapun yang menjadi tolak ukur waktu pengisian adalah berat benda, ketebalan penampang dan suhu penuangan.
Fluiditas logam cair juga berperan penting dalam menentukan waktu pengisian yang optimal. Kecepatan biasanya bervariasi dalam saluran gating dan rongga cetakan tergantung pada tekanan metalostatik dan rasio ingate.
Penilaian Desain Gating Sistem
Kombinasi yang berbeda dari desain gating sistem dan pengisian cetakan dilakukan untuk memaksimalkan pengurangan cacat penuangan. Sebuah gating sistem dapat dinilai dengan menggunakan kriteria berikut:
- Waktu Pengisian Cetakan. Waktu pengisian cetakan yang sebenarnya harus mendekati waktu pengisian optimal dari sistem gating.
- Kecepatan Ingate. Kecepatan logam cair yang keluar dari ingate harus serendah mungkin untuk meminimalkan turbulensi.
- Kecepatan Aliran. Erosi cetakan disebabkan oleh kecepatan dan arah aliran pertama logam cair yang muncul dari ingate dan mengenai permukaan cetakan. Aliran cepat harus dihindari.
- Volume Gating. Volume sistem gating harus dibandingkan dengan volume benda cor untuk memaksimalkan yield produksi.
- Fettling. Necking atau ingate harus lebih kecil dari ketebalan benda cor agar memudahkan proses pemotongan gating system, dan menghindari retakan pada benda cor.
Validasi Desain Gating
Desain gating dapat divalidasi menggunakan teknik berikut,:
- Simulasi. Sampel diproduksi menggunakan bahan dan proses actual (sebenarnya) yang akan digunakan. Proses ini diamati untuk kualitas permukaan, bawah permukaan dan internal serta metode pengujian destruktif dan non-destruktif pada benda cor.
- Radiografi Kecepatan Tinggi. Fenomena pengisian cetakan direkam menggunakan kamera x-ray kecepatan tinggi dan diamati kemungkinan adanya cacat.
- Cetakan Terbuka. Dalam hal ini sebagian rongga pengecoran di atas dipotong dan aliran logam cair membentuk ingate dan pengisian cetakan secara bertahap direkam menggunakan kamera video.
- Penginderaan Kabel Kontak. Dalam kabel kontak ini ditempatkan di berbagai bagian cetakan dan ketika logam menyentuh kabel tertentu, aliran logam direkam oleh perekam multisaluran.
Kesimpulan
Gating system adalah suatu rancangan yang dibuat untuk memasukan cairan logam ke dalam cetakan. Gating system ini dapat dikatakan sebagai bagian hal yang penting karena tanpa adanya gating system saluran cair logam tidak akan bisa masuk dan produk tidak akan jadi. Ada empat elemen gating system, diantaranya sprue, sprue well, runner, dan ingate. Untuk desain gating system pun terbagi kedalam lima desain, sistem horizontal, sistem vertikal, sistem gating atas, sistem gating bawah, dan sistem ingate tengah.
Penulis:
Alfina Indah Rahmawati
Referensi:
themetalcasting.com / 2022 – Gating Design and Analysis
BACA JUGA:
{kind=link}
Leave a Reply