Artikel ini akan menjelaskan tentang pemrograman CNC untuk mesin bubut. Ingin tahu lebih lanjut? Simak pembahasan di bawah ini.
Computer Numerical Control biasanya disingkat CNC yang merupakan mesin perkakas otomatis yang dioperasikan dengan program. Program CNC atau part program yaitu dari serangkaian instruksi numerik digunakan oleh mesin CNC untuk melakukan urutan operasi untuk mengerjakan benda kerja.
Metode pemograman mesin CNC terdiri dari 3 metode, yaitu pemograman manual, pemograman conversational disebut juga shop floor programming dan pemograman dengan CAM (computer aided manufacturing).
Bagian-bagian suatu program CNC yaitu struktur, karakter, kata, nomor baris, baris, dan kode pemrograman. Contoh program CNC sebagai berikut:
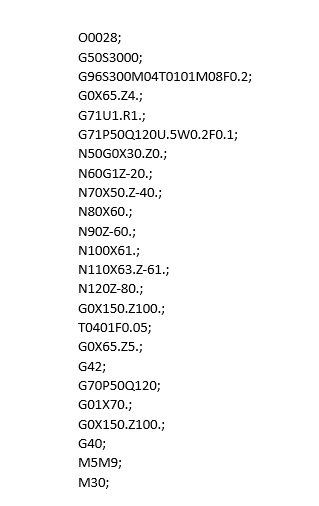
Struktur program CNC
Satu baris (blok) terdiri dari kode-kode yang dari satu atau lebih pengoperasian pemesinan secara bejajar. Program CNC memiliki dari beberapa baris program yang disusun sesuai dengan langkah-langkah dari proses pemesinan. Nama program atau nama file digunakan untuk mengidentifikasi suatu program CNC. Setiap program CNC mempunyai nama dan terdiri dari beberapa baris, nama program CNC untuk mesin bubut memiliki format O-4 digit misal O0001, O0123 atau O0228.
- Karakter
Karakter adalah unit dasar untuk menyusun program CNC. Karakter termasuk huruf, angka dan tanda. Huruf yang digunakan ada 17 huruf, yaitu D, E, F, G, I, K, L, M, N, P, R, S, T, U, W, X, Z dan angka yang digunakan yaitu 0,1,2,3,4,5,6,7,8,9. Tanda yang digunakan adalah %, – (negative), ; (end off block) dan . (titik desimal).
- Kata
Tiap kata memiliki satu huruf karakter dan angka dibelakangnya. Angka 0 (nol) berpengaruh kalau harganya tetap sama, misalnya M09 bisa ditulis M9 atau G02 ditulis G2. Tanda positif bisa diabaikan, tetapi tanda negative harus ada.
- Nomor Blok
Nomor blok dimulai dengan huruf N dan diikuti empat digit angka bilangan bulat. Baris yang pertama defaultnya N0010. Nomor baris berikutnya dapat dibuat urut dengan selang tertentu, misalnya N0010; ,N0015; ,N0020; dan seterusnya.
- Blok (baris)
Satu blok terdiri dari nomor blok dan beberapa kata, satu blok bisa terdiri dari 225 karakter. Nomor blok akan muncul secara otomatis,yang akan dapat diubah pada mode elit.
Kode-kode pemrograman CNC mesin bubut dan fungsinya
Program CNC terdiri dari kombinasi huruf dan angka. Huruf dan angka dapat terbaca oleh mesin dan masing-masing kode memiliki arti. Kode huruf yang digunakan adalah kode G & kode M.
- Kode G
Kode G didefinisikan sebagai kode Gerakan dari mesin, terdiri dari huruf G diikuti dua angka. Kode G untuk mesin dengan system control Fanuc Oi Mate sebagai berikut :
| Kode G | DESKRIPSI |
| G00* | pemosisian atau gerak cepat |
| G01 | penentuan koordinat semu/pembatasan kecepatan putaran spindle |
| G02 | interpolasi melingkar/helik searah jarum jam |
| G03 | interpolasi melingkar/helik berlawanan arah jarum jam |
| G04 | berhenti sesaat |
| G09 | berhenti tepat |
| G20 | satuan dalam inchi |
| G21* | satuan dalam metrik |
| G22* | pengecekan interferensi spindle ON |
| G23 | pengecekan interferensi OFF |
| G27 | pengecekan Kembali ke referensi mesin |
| G32* | Pembuatan ulir |
| G40 | kompensasi radius alat potong dibatalkan |
| G41 | kompensasi radius alat potong arah kiri |
| G42 | kompensasi radius alat potong arah kanan |
| G53 | penetapan system koordinat system |
| G70 | siklus finishing |
| G76 | siklus pembuatan ulir |
| G98 | gerak makan mm per menit |
| G99* | gerak makan mm per putaran |
- Kode M
Kode M sebagian besar sebagai saklar ON dan OFF untuk putaran spindle, aliran cairan pendinginan dan kode perintah sub program.
| Kode M | DESKRIPSI |
| M00 | Putaran spindle berhenti sementara |
| M02 | Program berakhir/program end |
| M03 | Putaran spindle searah jarum jam |
| M04 | Putaran spindle berlawanan arah jarum jam |
| M05 | Putaran spindle mati |
| M08 | Pendingin hidup/coolant on |
| M09 | Pendingin mati/coolant off |
| M30 | Program telah selesai dan Kembali ke awal/program end |
| M98 | Awal sub program |
| M99 | Akhir sub program |
Nah sobat, itulah penjelasan dari pemrograman CNC untuk mesin bubut. Jika ada yang ingin ditanyakan boleh langsung komen di kolom komentar atau bisa langsung hubungi Team Logam Ceper.
Penulis: Scarlet Alessandra
BACA JUGA:
{kind=link}
Leave a Reply